
ફીડ મટિરિયલ ગુણધર્મો સેવા જીવન નક્કી કરવામાં મહત્વપૂર્ણ ભૂમિકા ભજવે છેજડબાના ક્રશર ભાગો. કઠિનતા, ઘર્ષણ, કણોનું કદ અને ભેજનું સંચાલન કરતા ઓપરેટરો આયુષ્ય વધારી શકે છેમેંગેનીઝ સ્ટીલ જડબાના ક્રશરના વસ્ત્રોના ભાગો.
- ઉચ્ચ કઠિનતા અને ઘર્ષણશીલતા રિપ્લેસમેન્ટ દર અને ઊર્જા વપરાશમાં વધારો કરે છે.
- ભેજ અને ચીકણાપણું પ્લગિંગનું કારણ બની શકે છે, જેના કારણે વધુ જાળવણી કરવી પડે છે.
- સુસંગત ફીડ કદ ડાઉનટાઇમ અટકાવવામાં મદદ કરે છે અને ક્રશર કામગીરીમાં સુધારો કરે છે.
અધિકાર પસંદ કરી રહ્યા છીએજડબાનું ક્રશર મશીનઅનેક્રશર ભાગોખર્ચ ઘટાડે છે અને કાર્યક્ષમતા વધારે છે.
કી ટેકવેઝ
- ફીડ મટિરિયલ્સની કઠિનતા અને ઘર્ષણ જડબાના ક્રશર ભાગો પર ઘસારો વધારે છે, તેથી ઓપરેટરોએ સેટિંગ્સને સમાયોજિત કરવી જોઈએ અને આંશિક આયુષ્ય વધારવા માટે મજબૂત સામગ્રી પસંદ કરવી જોઈએ.
- ફીડના કદને નિયંત્રિત કરવા અને મોટા ખડકો અથવા દંડ દૂર કરવાથી અસમાન ઘસારો અને અવરોધોને રોકવામાં મદદ મળે છે, જેમાં સુધારો થાય છેક્રશર કાર્યક્ષમતાઅને જાળવણીમાં ઘટાડો.
- ભેજ અને ચીકણા પદાર્થો ક્રશરના ભાગો પર ભરાઈ જાય છે અને વધારાનો તણાવ પેદા કરે છે, તેથી સૂકવણી અને સ્ક્રીનીંગ દ્વારા ભેજનું સંચાલન કરવાથી ક્રશર સરળતાથી ચાલે છે.
- જમણી બાજુ પસંદ કરી રહ્યા છીએજડબાની પ્લેટ સામગ્રીઅને ફીડ ગુણધર્મો પર આધારિત ડિઝાઇન ઘસારાના જીવનને વધારી શકે છે અને ડાઉનટાઇમ ઘટાડી શકે છે.
- ક્રશર્સને વહેલા ઘસારો શોધવા અને લાંબા સમય સુધી કાર્યક્ષમ રીતે કાર્યરત રાખવા માટે નિયમિત નિરીક્ષણ, યોગ્ય જાળવણી અને ઓપરેટર તાલીમ જરૂરી છે.
કી ફીડ મટિરિયલ પ્રોપર્ટીઝ અને જડબાના ક્રશર મશીન વેર
ફીડ મટિરિયલની કઠિનતા
જડબાના ક્રશરના ઘસારાને અસર કરતા સૌથી મહત્વપૂર્ણ ગુણધર્મોમાં કઠિનતા એક તરીકે બહાર આવે છે. ગ્રેનાઈટ અથવા બેસાલ્ટ જેવા કઠણ ખડકોને કચડી નાખવા માટે વધુ બળની જરૂર પડે છે. આ વધારાનું બળ જડબાની પ્લેટો અને લાઇનર્સ પર તાણ વધારે છે. જ્યારે ઓપરેટરો જડબાના ક્રશર મશીનમાં કઠણ સામગ્રી ખવડાવે છે, ત્યારે પ્લેટો વધુ કટીંગ અને ચીપિંગ ઘસારો અનુભવે છે. અભ્યાસો દર્શાવે છે કે ઉચ્ચ સંકુચિત શક્તિ અને ફ્રેક્ચર કઠિનતાવાળા ખડકો ઝડપી ઘસારો દરનું કારણ બને છે. ઓપરેટરો ઘણીવાર નોંધ કરે છે કે નાના, કઠણ કણોને પ્રક્રિયા કરતી વખતે જડબાના છૂટા થવાનો છેડો પહેલા ઘસાઈ જાય છે. ફીડની કઠિનતાના આધારે ક્રશર સેટિંગ્સને સમાયોજિત કરવાથી ઘસારો ઘટાડવામાં અને આંશિક જીવન લંબાવવામાં મદદ મળી શકે છે.
ઘર્ષણ અને ખનિજ રચના
ઘર્ષણ અને ખનિજ રચના પણ ઘસારાના પેટર્નમાં મુખ્ય ભૂમિકા ભજવે છે. ક્વાર્ટઝાઇટ અને ગ્રેનાઇટ જેવા ખનિજો ખૂબ જ ઘર્ષક હોય છે. આ ખનિજો જડબાની પ્લેટો સામે ઘસવામાં આવે છે, જેના કારણે સપાટીનો ઝડપી બગાડ થાય છે. જો ફીડમાં ઘર્ષક ખનિજોની ઊંચી ટકાવારી હોય, તો પ્રમાણભૂતમેંગેનીઝ સ્ટીલ લાઇનર્સઝડપથી ઘસાઈ શકે છે. યોગ્ય લાઇનર મટિરિયલ પસંદ કરવાથી, જેમ કે હાઇ-ક્રોમ આયર્ન અથવા કમ્પોઝિટ એલોય, આ પ્રકારના ઘસારાને રોકવામાં મદદ કરી શકે છે. ઓપરેટરોએ ફીડમાં દૂષણ પર પણ નજર રાખવી જોઈએ, કારણ કે ટ્રેમ્પ આયર્ન અથવા મોટા ખડકો ધાર ચીપિંગ અને તિરાડનું કારણ બની શકે છે.
ટીપ: ફીડના ખનિજ રચના સાથે લાઇનર સામગ્રીને મેચ કરવાથી ઘસારો પાંચ ગણો વધી શકે છે અને જાળવણી ખર્ચ ઘટાડી શકાય છે.
કણોનું કદ અને કદ વિતરણ
કણોનું કદ અને તેનું વિતરણ સીધી અસર કરે છે કે જડબાની પ્લેટોને કેટલી વાર બદલવાની જરૂર છે. જ્યારે ફીડમાં ઘણા મોટા ખડકો હોય છે, ત્યારે જડબાની પ્લેટોના અમુક ભાગો વારંવાર અસર પામે છે. આ અસમાન ઘસારો અને વધુ વારંવાર બદલવા તરફ દોરી જાય છે. ફીડમાં વધુ પડતા દંડ બ્લોકેજનું કારણ બની શકે છે, જે પ્લેટોનું આયુષ્ય પણ ઘટાડે છે. સારી રીતે નિયંત્રિત ફીડ કદ વિતરણ સમાન ઘસારો અને સ્થિર કામગીરીને પ્રોત્સાહન આપે છે. ફીડના કદનું નિરીક્ષણ અને સમાયોજિત કરતા ઓપરેટરો ઓપરેશનલ ખર્ચ ઘટાડી શકે છે અને જડબાના ક્રશર મશીનને કાર્યક્ષમ રીતે ચાલુ રાખી શકે છે.
ભેજનું પ્રમાણ અને ચીકણુંપણું
ફીડ મટિરિયલમાં ભેજનું પ્રમાણ જડબાના ક્રશરની કામગીરીમાં મહત્વપૂર્ણ ભૂમિકા ભજવે છે. જ્યારે ફીડ મટિરિયલમાં ભેજનું પ્રમાણ વધુ હોય છે, ખાસ કરીને જ્યારે તેને ફાઇન્સ અથવા માટી સાથે મિશ્રિત કરવામાં આવે છે, ત્યારે તે ઘણીવાર કામગીરીમાં મુશ્કેલીઓનો સામનો કરે છે. ચીકણા પદાર્થો ક્રશરની અંદરની સપાટીઓ સાથે ચોંટી જાય છે. આ ચીકણાપણું અવરોધોનું કારણ બની શકે છે, જેને ક્લોગિંગ પણ કહેવાય છે, જે ક્રશિંગ પ્રક્રિયામાં વિક્ષેપ પાડે છે.
ઓપરેટરો ઘણીવાર નોંધે છે કે માટી જેવી ભેજવાળી ઝીણી સામગ્રી સરળતાથી તૂટતી નથી. તેના બદલે, આ સામગ્રી ક્રશિંગ ચેમ્બરની અંદર ગાઢ સમૂહમાં સંકુચિત થાય છે. આ પ્રક્રિયા, જેને "પેનકેકિંગ" કહેવાય છે, તે ક્રશરની મોટર પરનો ભાર વધારે છે. જો તેને તપાસ્યા વિના છોડી દેવામાં આવે, તો પેનકેકિંગ ક્રશરને સંપૂર્ણપણે બંધ કરી શકે છે. જોકે ભેજ સીધા જડબાની પ્લેટો અથવા લાઇનર્સના ઘસારાના દરમાં વધારો કરતું નથી, પરિણામી ભરાવો અને મોટર ઓવરલોડ કાર્યક્ષમતા ઘટાડી શકે છે અને સમય જતાં ઝડપી ઘસારો તરફ દોરી શકે છે.
ફીડ સામગ્રીમાં ભેજ અને ચીકણાપણું નિયંત્રિત કરવામાં મદદ કરવા માટે કેટલાક વ્યવહારુ પગલાં:
- 5% થી ઓછો ભેજ ઘટાડવા માટે ફીડને પહેલાથી સૂકવવાથી સામગ્રી ચોંટતી અટકાવવામાં મદદ મળે છે.
- ક્રશરને ખવડાવતા પહેલા દંડની તપાસ કરવાથી ભરાઈ જવાનું જોખમ ઓછું થાય છે.
- ફીડ ચુટ્સમાં ટેફલોન-કોટેડ સપાટીઓ જેવા એન્ટિ-સ્ટીક લાઇનર્સ ઇન્સ્ટોલ કરવાથી સામગ્રીનું સંલગ્નતા ઓછું થાય છે.
- સામગ્રીના પ્રવાહને રીડાયરેક્ટ કરવા માટે બેફલ વોલ્સનો ઉપયોગ કરવાથી, ખાસ કરીને વાઇબ્રેટિંગ ફીડર સાથે, અવરોધ ઘટાડી શકાય છે.
નોંધ: જે ઓપરેટરો ભેજના સ્તરનું નિરીક્ષણ કરે છે અને તેમની પ્રક્રિયાઓને સમાયોજિત કરે છે તેઓ ક્રશરની કામગીરીને સરળ બનાવી શકે છે અને ઘસારાના ભાગોનું આયુષ્ય વધારી શકે છે.
ફીડ મટિરિયલમાં ભેજ અને ચીકણાપણુંનું સંચાલન કરવાથી માત્ર ક્રશરની વિશ્વસનીયતામાં સુધારો થતો નથી પરંતુ જાળવણી ખર્ચ પણ ઓછો થાય છે. આ પગલાં લઈને, ઓપરેટરો ખાતરી કરે છે કે જડબાના ક્રશર મશીનો કાર્યક્ષમ રીતે ચાલે છે, ભલે તે પડકારજનક સામગ્રી પર પ્રક્રિયા કરતી હોય.
જડબાના ક્રશર મશીનના ભાગો પર ફીડ ગુણધર્મોની અસર
જડબાની પ્લેટ અને લાઇનરના વસ્ત્રો પર કઠિનતાની અસરો

ફીડ મટિરિયલની કઠિનતા જડબાની પ્લેટો અને લાઇનર્સના ઘસારાના દરને સીધી અસર કરે છે. ગ્રેનાઈટ અથવા ક્વાર્ટઝાઈટ જેવા કઠણ ખડકોને તૂટવા માટે વધુ બળની જરૂર પડે છે. આ વધેલા બળથી જડબાના ક્રશરની સંપર્ક સપાટી પર વધુ તાણ આવે છે. સમય જતાં, કઠણ સામગ્રીના વારંવારના અથડામણથી છીણી કાપવાના ઘસારો થાય છે, જે જડબાની પ્લેટો પર ઊંડા ખંજવાળ, ખાંચો અને ખાડા તરીકે દેખાય છે. ઓપરેટરો ઘણીવાર અવલોકન કરે છે કે ક્રશિંગ ઝોન સૌથી ગંભીર ઘસારો અનુભવે છે, ખાસ કરીને જ્યારે ઉચ્ચ-કઠિનતાવાળા અયસ્કની પ્રક્રિયા કરવામાં આવે છે.
જ્યારે જડબાની પ્લેટો વારંવાર સંકોચન અને અથડામણનો સામનો કરે છે ત્યારે થાક પણ વધે છે. તિરાડો બને છે અને ફેલાય છે, જેના કારણે અંતે બરડ ફ્રેક્ચર થાય છે. ફીડિંગ ઝોન, જ્યાં ખડકો પ્રથમ ક્રશરમાં પ્રવેશ કરે છે, તે ખાસ કરીને આ પ્રકારના નુકસાન માટે સંવેદનશીલ હોય છે.ઉચ્ચ મેંગેનીઝ સ્ટીલ જડબાની પ્લેટોઆ ઘસારોનો સામનો કરી શકે છે કારણ કે તે ઓપરેશન દરમિયાન સખત બને છે, પરંતુ આ સામગ્રીઓ પણ અત્યંત સખત ફીડના સંપર્કમાં આવે ત્યારે મર્યાદાઓ ધરાવે છે.
ટીપ: આવતા મટિરિયલની કઠિનતાનું નિયમિત નિરીક્ષણ કરવાથી ઓપરેટરોને ક્રશર સેટિંગ્સને સમાયોજિત કરવામાં અને યોગ્ય લાઇનર મટિરિયલ પસંદ કરવામાં મદદ મળે છે, જેનાથી અણધાર્યો ડાઉનટાઇમ ઓછો થાય છે.
ઘર્ષક ખનિજો અને સપાટીનું અધોગતિ
ફીડમાં રહેલા ઘર્ષક ખનિજો, જેમ કે ક્વાર્ટઝ અથવા સિલિકા, સપાટીના અધોગતિને વેગ આપે છેજડબાના ક્રશર ભાગો. પ્રયોગશાળા ઘર્ષણ પરીક્ષણો, જેમાં ગૂગિંગ ઘર્ષણ પરીક્ષણો શામેલ છે, વાસ્તવિક દુનિયાના ઘસારાના દાખલાઓ સાથે મજબૂત સંબંધ દર્શાવે છે. આ પરીક્ષણો દર્શાવે છે કે ઘર્ષણ ખનિજો જડબાના પ્લેટો અને લાઇનર્સની સપાટી પર માઇક્રોપ્લોઇંગ, માઇક્રોકટીંગ અને માઇક્રોક્રેકીંગનું કારણ બને છે. જેમ જેમ ઘર્ષણ કણો ધાતુ સામે સરકે છે અને દબાય છે, તેમ તેમ તેઓ નાના ટુકડાઓ દૂર કરે છે, જેના કારણે વોલ્યુમ નુકશાન થાય છે અને સપાટી ખરબચડી બને છે.
ક્ષેત્રીય અભ્યાસો પુષ્ટિ કરે છે કે ઘર્ષક ખનિજોની હાજરી સપાટીના ઘસારાના દરમાં વધારો કરે છે. મુખ્ય ઘસારાની પદ્ધતિઓમાં શામેલ છે:
- ઓછા દબાણવાળા ખંજવાળ ઘર્ષણ:જ્યારે કણો વધુ સંકોચન વિના સપાટી પર સરકે છે ત્યારે થાય છે.
- ઉચ્ચ-તાણ ગ્રાઇન્ડીંગ ઘર્ષણ:જ્યારે દબાણ હેઠળ નાના કણો સપાટી પર ઘસાઈ જાય છે ત્યારે આવું થાય છે.
- ઘર્ષણ:મોટા, કઠણ કણો જડબાની પ્લેટોને અથડાતા અને સંકુચિત કરતા હોવાથી થાય છે.
નીચે આપેલ કોષ્ટક સામાન્ય વસ્ત્રો પેટર્ન અને તેના કારણોનો સારાંશ આપે છે:
| પહેરવાના પેટર્નનો પ્રકાર | વર્ણન | કારણ / અસર કરતા પરિબળો | જડબાની પ્લેટનો પ્રદેશ | બળ લાક્ષણિકતાઓ |
|---|---|---|---|---|
| છીણી કટીંગ વસ્ત્રો | ઊંડા ખંજવાળ, ખાંચો અને ખાડા | અયસ્ક દ્વારા વારંવાર અસર અને ઉત્તોદન | ક્રશિંગ ઝોન (M, ML, L) | ઉચ્ચ સામાન્ય, મધ્યમ સ્પર્શક |
| થાક લાગવાથી થતા વસ્ત્રો | તિરાડો અને બરડ ફ્રેક્ચર | લાંબા ગાળાની વારંવાર થતી અસર | ફીડિંગ ઝોન (H) | ઉચ્ચ સામાન્ય, નીચું સ્પર્શક |
| ઘર્ષક વસ્ત્રો | ખંજવાળ, પીસવું, ઘર્ષણ | કણોનું કદ, કઠિનતા, સંકુચિત/શીયર | ક્રશિંગ ઝોન (M, ML, L) | ઉચ્ચ સામાન્ય અને સ્પર્શક |
| કાટ લાગવાના વસ્ત્રો | ભેજને કારણે ઓક્સિડેશન | ફીડમાં ભેજનું પ્રમાણ | બધા પ્રદેશો | રાસાયણિક વસ્ત્રો |
કઠિનતા, કઠિનતા અને માઇક્રોસ્ટ્રક્ચર જેવા ભૌતિક ગુણધર્મો પણ જડબાના ક્રશર ભાગો ઘર્ષક ઘસારોનો કેટલો પ્રતિકાર કરે છે તે પ્રભાવિત કરે છે. ઘસારાને કારણે લાઇનર ભૂમિતિમાં ફેરફાર ક્રશરની કામગીરીને અસર કરી શકે છે, જેના કારણે નિયમિત નિરીક્ષણ જરૂરી બને છે.
મોટા ફીડ અને દંડની સામગ્રીનો પ્રભાવ
જડબાની પ્લેટ અને લાઇનરના ઘસારામાં ફીડના કદનું વિતરણ મુખ્ય ભૂમિકા ભજવે છે. મોટા ખડકો જડબાની પ્લેટ પર કેન્દ્રિત અસર ઝોન બનાવે છે. આ અસર અસમાન ઘસારોનું કારણ બને છે, જેના કારણે અમુક વિસ્તારો અન્ય કરતા ઝડપથી ઘસાઈ જાય છે. જ્યારે મોટા કણો ક્રશરમાં પ્રવેશ કરે છે, ત્યારે તે ઘર્ષણનું કારણ પણ બની શકે છે, જે ઊંડા ખાડાઓ અને ખાડાઓ તરફ દોરી જાય છે.
ફીડમાં વધુ પડતો દંડ એક અલગ પડકાર રજૂ કરે છે. સૂક્ષ્મ કણો મોટા ખડકો વચ્ચેના અંતરને ભરી શકે છે, જેનાથી અવરોધનું જોખમ વધે છે. આ અવરોધો ક્રશરને વધુ સખત કામ કરવા દબાણ કરે છે, જેનાથી તાપમાન વધે છે અને ઘસારાના ભાગો પર ભાર વધે છે. સમય જતાં, આ ઘસારો અને થાકના ઘસારાને વેગ આપી શકે છે, ખાસ કરીને જો દંડમાં ઘસારાના ખનિજો હોય.
ઓપરેટરો આ જોખમોનું સંચાલન આ રીતે કરી શકે છે:
- ક્રશરમાં પ્રવેશતા પહેલા ફીડ મટીરિયલનું વધુ પડતું દંડ દૂર કરવા માટે સ્ક્રીનીંગ કરવું.
- પસાર થતી સામગ્રીના કદને નિયંત્રિત કરવા માટે બંધ બાજુ સેટિંગ (CSS) ને સમાયોજિત કરવું.
- મોટા ખડકોના પ્રમાણનું નિરીક્ષણ કરવું અને ફીડ ગોઠવણીને સમાયોજિત કરવી.
નોંધ: ફીડનું કદ અને નિયંત્રિત ફાઇન્સનું પ્રમાણ જડબાના પ્લેટોમાં સમાન ઘસારો જાળવવામાં મદદ કરે છે, જેનાથી જડબાના ક્રશર મશીનની કાર્યક્ષમતા અને આયુષ્યમાં સુધારો થાય છે.
ભેજ-સંબંધિત વસ્ત્રો પદ્ધતિઓ
ફીડ મટિરિયલમાં ભેજ ઓપરેશન દરમિયાન જડબાના ક્રશરના ભાગોના ઘસારાને બદલી શકે છે. ક્રશરની અંદરની સ્થિતિના આધારે પાણી લુબ્રિકન્ટ અને ઘસારો માટે ઉત્પ્રેરક બંને તરીકે કાર્ય કરે છે. સૂકા, મુક્ત-વહેતા ખડકોની તુલનામાં ભીના અથવા ચીકણા પદાર્થોની પ્રક્રિયા કરતી વખતે ઓપરેટરો ઘણીવાર અલગ અલગ ઘસારો પેટર્ન જુએ છે.
ભેજની ઘસારો પર સીધી અસર:
- પાણી ખડક અને જડબાની પ્લેટ વચ્ચે પાતળી ફિલ્મ બનાવી શકે છે. આ ફિલ્મ ક્યારેક ઘર્ષણ ઘટાડે છે, જે ઘર્ષણના ઘસારાને ધીમો પાડે છે.
- ઘણા કિસ્સાઓમાં, ભેજ સૂક્ષ્મ કણો અને માટી સાથે ભળી જાય છે. આ મિશ્રણ એક ચીકણી પેસ્ટ બનાવે છે જે જડબાની પ્લેટો અને લાઇનર્સ સાથે ચોંટી જાય છે.
- ચીકણી સામગ્રી "પેનકેકિંગ" નું કારણ બને છે, જ્યાં ભીના ઝીણાના સ્તરો ક્રશર સપાટી પર જમા થાય છે. આ સ્તરો ઘર્ષક કણોને ફસાવે છે અને ધાતુ સામે ગ્રાઇન્ડીંગ ક્રિયા વધારે છે.
પરોક્ષ અસરો અને ગૌણ નુકસાન:
- ભેજ કાટને પ્રોત્સાહન આપે છે, ખાસ કરીને જ્યારે ખનિજો સાથે જોડાય છે જે પાણી સાથે પ્રતિક્રિયા આપે છે. કાટ જડબાના પ્લેટો અને લાઇનર્સની સપાટીને નબળી પાડે છે, જેનાથી તેઓ યાંત્રિક ઘસારો માટે વધુ સંવેદનશીલ બને છે.
- ભીનું ફીડ મટિરિયલ ઘણીવાર બ્લોકેજ તરફ દોરી જાય છે. જ્યારે ક્રશર જામ થઈ જાય છે, ત્યારે મશીનને અવરોધ દૂર કરવા માટે વધુ મહેનત કરવી પડે છે. આ વધારાનું બળ ઘસારાના ભાગો પર તાણ વધારે છે.
- ભેજનું પ્રમાણ વધુ હોવાથી અસમાન ઘસારો થઈ શકે છે. જડબાની પ્લેટના કેટલાક ભાગો ભીના પદાર્થથી ઢંકાયેલા રહી શકે છે, જ્યારે કેટલાક ખુલ્લા રહે છે. આ તફાવત પેચીદા ઘસારાના પેટર્ન તરફ દોરી જાય છે અને ભાગોનું એકંદર આયુષ્ય ઘટાડે છે.
નૉૅધ:સંચાલકોએ ફીડમાં ભેજનું પ્રમાણ અને ફાઇનના પ્રકાર બંનેનું નિરીક્ષણ કરવું જોઈએ. માટીથી ભરપૂર સામગ્રી જેમાં પાણીનું પ્રમાણ વધુ હોય છે, તે સ્વચ્છ, ભીની રેતી કરતાં વધુ ગંભીર ઘસારો પેદા કરે છે.
સામાન્ય ભેજ-સંબંધિત વસ્ત્રો પદ્ધતિઓ:
| મિકેનિઝમ | વર્ણન | લાક્ષણિક પરિણામ |
|---|---|---|
| લુબ્રિકેશન અસર | પાણીની ફિલ્મ ઘર્ષણ ઘટાડે છે | ધીમા ઘર્ષક વસ્ત્રો |
| પેનકેકિંગ/બિલ્ડ-અપ | ચીકણા દંડ સપાટી પર ચોંટી જાય છે | વધેલી ગ્રાઇન્ડીંગ અને ઘસારો |
| કાટ લાગતા વસ્ત્રો | પાણી અને ખનિજો રાસાયણિક પ્રતિક્રિયાઓનું કારણ બને છે | કાટ, ખાડા, સપાટીનું નુકસાન |
| અવરોધ-પ્રેરિત તણાવ | ભીનું મટિરિયલ ક્રશર ભરાય છે, ભાર વધારે છે | ઝડપી થાક અને ઘસારો |
| અસમાન વસ્ત્રોના દાખલા | ભેજ કેટલાક વિસ્તારોને ઢાંકે છે, અન્યને ખુલ્લા પાડે છે | અવ્યવસ્થિત, અણધારી વસ્ત્રો |
ભેજ-સંબંધિત વસ્ત્રોનું સંચાલન કરવા માટેના વ્યવહારુ પગલાં:
- ઓપરેટરો ક્રશ કરતા પહેલા ફીડ મટિરિયલનું પ્રી-સ્ક્રીનિંગ કરીને વધારાનો ફાઇન અને માટી દૂર કરી શકે છે.
- ભેજ સેન્સર ઇન્સ્ટોલ કરવાથી ફીડની સ્થિતિમાં થતા ફેરફારોને ટ્રેક કરવામાં મદદ મળે છે.
- ચુટ્સ અને ક્રશર સપાટી પર એન્ટિ-સ્ટીક લાઇનર્સ અથવા કોટિંગ્સનો ઉપયોગ કરવાથી સામગ્રીનો જમાવટ ઓછો થાય છે.
- નિયમિત સફાઈ અને નિરીક્ષણ કાટ અને અવરોધોથી થતા લાંબા ગાળાના નુકસાનને અટકાવે છે.
ટીપ:ફીડમાં ભેજ અને ઝીણાને નિયંત્રિત કરતા ઓપરેટરો જડબાના ક્રશર ભાગોનું આયુષ્ય વધારી શકે છે અને બિનઆયોજિત ડાઉનટાઇમ ઘટાડી શકે છે.
ભેજ-સંબંધિત ઘસારાની પદ્ધતિઓ ઔદ્યોગિક ક્રશિંગમાં અનન્ય પડકારો રજૂ કરે છે. આ અસરોને સમજીને, ઓપરેટરો ફીડ તૈયારી, ક્રશર સેટિંગ્સ અને જાળવણી સમયપત્રક વિશે વધુ સારા નિર્ણયો લઈ શકે છે. આ જ્ઞાન લાંબા સમય સુધી પાર્ટ લાઇફ અને વધુ વિશ્વસનીય ક્રશર કામગીરી તરફ દોરી જાય છે.
ઔદ્યોગિક કેસ સ્ટડીઝ: જડબાના ક્રશર મશીનનું પ્રદર્શન

ઉચ્ચ-કઠિનતા ઓર પ્રોસેસિંગ
ખાણકામ કામગીરી ઘણીવાર ગ્રેનાઈટ અથવા ક્વાર્ટઝાઈટ જેવા ખૂબ જ ઉચ્ચ કઠિનતાવાળા અયસ્ક પર પ્રક્રિયા કરે છે. આ સામગ્રી જડબાના ક્રશર ભાગો પર ભારે તાણ લાવે છે. ઓપરેટરો નોંધે છે કે આ કઠિન ખડકોને કચડી નાખતી વખતે જડબાની પ્લેટો અને લાઇનર્સ ઝડપથી ઘસાઈ જાય છે. ઉચ્ચ મેંગેનીઝ સ્ટીલ પ્લેટો આ ઘસારાને પ્રતિકાર કરવામાં મદદ કરે છે કારણ કે તે ઉપયોગ દરમિયાન કઠણ બની જાય છે. એક ખાણકામ સ્થળ પર, ઓપરેટરોએ ખાસ દાંત પ્રોફાઇલ સાથે કસ્ટમ જડબાની પ્લેટો પર સ્વિચ કર્યું. આ ફેરફારથી ઘસારાના જીવનમાં સુધારો થયો અને જાળવણી માટે બંધ થવાની સંખ્યામાં ઘટાડો થયો. નિયમિત નિરીક્ષણ અને ઘસાઈ ગયેલા ભાગોને સમયસર બદલવાથી ક્રશર સરળતાથી ચાલતું રહ્યું. ઓપરેટરોએ મશીન પર ઓવરલોડિંગ ટાળવા માટે ફીડ ગોઠવણીને પણ સમાયોજિત કરી.
ઘર્ષક એકંદર ઉત્પાદન
ઘર્ષક એકંદર ઉત્પાદન, જેમ કે બેસાલ્ટ અથવા ક્વાર્ટઝ-સમૃદ્ધ કાંકરીને કચડી નાખવાથી, જડબાના ક્રશર ભાગો માટે કઠોર વાતાવરણ બને છે. ઓપરેટરો આ સેટિંગ્સમાં ઉચ્ચ ઘર્ષણ અને અસર બળ જુએ છે. તેઓ જડબાના પ્લેટો માટે મેંગેનીઝ સ્ટીલ જેવી ઉચ્ચ-ગુણવત્તાવાળી સામગ્રીનો ઉપયોગ કરે છે કારણ કે તેના કાર્ય-સખ્તાઇ ગુણધર્મો છે. પ્લેટોનો આકાર અને દાંત પ્રોફાઇલ ઘસારાને નિયંત્રિત કરવામાં મુખ્ય ભૂમિકા ભજવે છે. ચોક્કસ એકંદર માટે વસ્ત્રોના ભાગોને કસ્ટમાઇઝ કરવાથી ઘસારાને વધુ સમાનરૂપે વિતરિત કરવામાં મદદ મળે છે અને કાર્યક્ષમતા વધે છે. આ વાતાવરણમાં સંચાલકો કડક જાળવણી સમયપત્રકનું પાલન કરે છે. અણધારી નિષ્ફળતાઓને રોકવા માટે તેઓ યોગ્ય સમયે ભાગો બદલે છે.
- ઘર્ષક એકંદર ઉત્પાદનમાં જડબાના ક્રશરના વસ્ત્રોના ભાગોને નોંધપાત્ર ઘર્ષણ અને અસર બળનો સામનો કરવો પડે છે.
- ઉચ્ચ-ગુણવત્તાવાળી સામગ્રી અને કસ્ટમ ડિઝાઇન ઘસારો ટાળવામાં અને કાર્યક્ષમતા સુધારવામાં મદદ કરે છે.
- વસ્ત્રોના જીવનને શ્રેષ્ઠ બનાવવા માટે જાળવણીનો સમય મહત્વપૂર્ણ છે.
નીચે આપેલ કોષ્ટક ઘર્ષક અને ઓછા ઘર્ષક એપ્લિકેશનો વચ્ચેના તફાવતોનો સારાંશ આપે છે:
| અરજીનો પ્રકાર | પહેરવાનો દર | વપરાયેલ સામગ્રી | જાળવણીની જરૂરિયાતો |
|---|---|---|---|
| ઘર્ષક સમૂહ | ઉચ્ચ | મેંગેનીઝ સ્ટીલ | વારંવાર, સુનિશ્ચિત |
| ઓછું ઘર્ષક | નીચું | સ્ટાન્ડર્ડ એલોય | ઓછી વાર |
રિસાયક્લિંગ એપ્લિકેશન્સમાં ચલ ફીડ કદ
રિસાયક્લિંગ કામગીરી ઘણીવાર ફીડ સામગ્રી સાથે વ્યવહાર કરે છે જે કદ અને આકારમાં બદલાય છે. આ પરિવર્તનશીલતા જડબાના ક્રશર મશીનની કામગીરી અને ભાગની આયુષ્યને અસર કરે છે. જ્યારે ફીડમાં મોટા અથવા વિચિત્ર આકારના ટુકડા હોય છે ત્યારે ઓપરેટરો ક્યારેક ભરાયેલા અથવા મશીન બંધ પણ જુએ છે. ફીડની ઊંચાઈ સાથે ક્રશર જડબાનું વિસ્થાપન બદલાય છે, જે કાર્યક્ષમતાને અસર કરે છે. રિસાયક્લિંગ માટે જડબાના ક્રશર પસંદ કરતા પહેલા, ઓપરેટરો સામગ્રીની લાક્ષણિકતાઓ અને અપેક્ષિત ફીડ કદનું વિશ્લેષણ કરે છે. ઉર્જાનો ઉપયોગ સામગ્રીની મજબૂતાઈ અને ક્રશરના છિદ્ર કદ પર પણ આધાર રાખે છે. ઉચ્ચ-શક્તિવાળા કોંક્રિટને ક્રશ કરવાથી નરમ સામગ્રી કરતાં ઘણી વધુ ઊર્જાનો ઉપયોગ થાય છે. નાના છિદ્ર કદ પણ ઊર્જા વપરાશમાં વધારો કરે છે. આ પરિબળો દર્શાવે છે કે ચલ ફીડ કદ અને સામગ્રી ગુણધર્મો ક્રશર કામગીરી અને વસ્ત્રોના ભાગના જીવનમાં મોટી ભૂમિકા ભજવે છે.
ફીડના કદનું નિરીક્ષણ કરનારા અને ક્રશર સેટિંગ્સને સમાયોજિત કરનારા ઓપરેટરો ઘસારો ઘટાડી શકે છે અને રિસાયક્લિંગ એપ્લિકેશનોમાં કાર્યક્ષમતામાં સુધારો કરી શકે છે.
જડબાના ક્રશર મશીનના સંચાલનમાં દેખરેખ અને ઘસારો ઘટાડવો
જડબાની પ્લેટ અને લાઇનર સામગ્રી પસંદ કરવી
અધિકાર પસંદ કરી રહ્યા છીએજડબાની પ્લેટ અને લાઇનર સામગ્રીઔદ્યોગિક ક્રશરમાં ઘસારો ઘટાડવા માટે જરૂરી છે. ઓપરેટરો ઘણીવાર ફીડની કઠિનતા અને ઘર્ષણના આધારે મેંગેનીઝ સ્ટીલ ગ્રેડ પસંદ કરે છે. નીચે આપેલ કોષ્ટક સામાન્ય સામગ્રી અને તેમના પ્રદર્શનની તુલના કરે છે:
| સામગ્રીનો પ્રકાર | મુખ્ય ગુણધર્મો | સખત/ઘર્ષક સામગ્રી માટે યોગ્યતા | Mn18Cr2 ની સરખામણીમાં વસ્ત્રોનું જીવન |
|---|---|---|---|
| Mn14Cr2 | ઉચ્ચ અસર શક્તિ, ઘર્ષણ પ્રતિકાર | નરમ અથવા ઘર્ષક ન હોય તેવા પત્થરો | બેઝલાઇન |
| Mn18Cr2 | ઉત્તમ કાર્ય-સખ્તાઇ, ઘર્ષણ પ્રતિકાર | મધ્યમથી મુશ્કેલ, ઘર્ષક ન હોય તેવા પથ્થરો | બેઝલાઇન |
| Mn22Cr2 | શ્રેષ્ઠ ઘર્ષણ પ્રતિકાર, લાંબા સમય સુધી પહેરવાનું જીવન | કઠણ અને ઘર્ષક પથ્થરો | Mn18Cr2 કરતાં લાંબો |
| TIC ઇન્સર્ટ્સ | ખૂબ જ ઊંચી કઠિનતા, અસર પ્રતિરોધક | ખૂબ જ કઠણ અને ઘર્ષક સામગ્રી | Mn18Cr2 કરતા 1.5 થી 2.5 ગણો લાંબો |
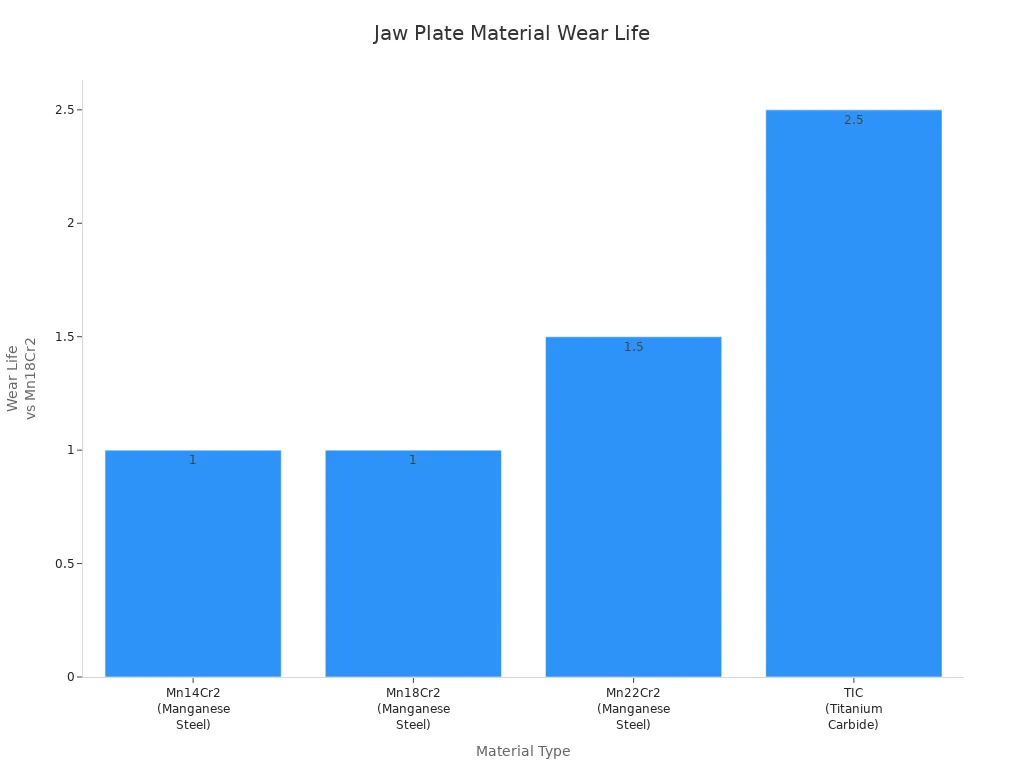
જે ઓપરેટરો સખત અથવા ઘર્ષક ફીડ સામગ્રી પર પ્રક્રિયા કરે છે તેઓ ઘણીવાર લાંબા સમય સુધી પહેરવાના સમય અને ઓછા ડાઉનટાઇમ માટે Mn22Cr2 અથવા TIC ઇન્સર્ટ પ્લેટ્સ પસંદ કરે છે.
ક્રશર સેટિંગ્સ અને ફીડ ગોઠવણીને સમાયોજિત કરવી
યોગ્ય ક્રશર સેટિંગ્સ અને ફીડ ગોઠવણી જડબાના પ્લેટ અને લાઇનર્સનું આયુષ્ય વધારવામાં મદદ કરે છે. ઓપરેટરો ઘણી વ્યૂહરચનાઓનો ઉપયોગ કરે છે:
- ઇન-લાઇન ફીડિંગ સામગ્રીને ક્રશર ઓપનિંગ સાથે સંરેખિત કરે છે, જેનાથી ભરાઈ જવાની અને અસમાન ઘસારો ઓછો થાય છે.
- ચોક ફીડિંગ ચેમ્બરને ઓછામાં ઓછું 80% ભરેલું રાખે છે, જે એકસમાન ઘસારો અને કાર્યક્ષમ ક્રશિંગને પ્રોત્સાહન આપે છે.
- પ્રી-સ્ક્રીનિંગ દંડ અને મોટા કદના સામગ્રીને દૂર કરે છે, અવરોધ અને અસમાન ઘસારાને અટકાવે છે.
- સારી રીતે ગ્રેડ કરેલ ફીડ સ્થિર થ્રુપુટ સુનિશ્ચિત કરે છે અને સ્થાનિક ઘસારો ઘટાડે છે.
- ફીડમાં ધાતુની માત્રા મર્યાદિત રાખવાથી ઘટકોને નુકસાનથી રક્ષણ મળે છે.
બંધ બાજુના સેટિંગને સમાયોજિત કરવાથી નિપ એંગલ અને ક્રશિંગ કાર્યક્ષમતા પણ નિયંત્રિત થાય છે. સતત ચોક ફીડિંગ અને યોગ્ય સેટિંગ્સ સમાન ઘસારો દર જાળવી રાખે છે અને જડબાના ક્રશર મશીનની આયુષ્યમાં સુધારો કરે છે.
જાળવણી વ્યૂહરચનાઓ અને વસ્ત્રોનું નિરીક્ષણ
અસરકારક જાળવણી વ્યૂહરચનાઓ ઘસારો ઘટાડે છે અને અણધારી નિષ્ફળતાઓને અટકાવે છે. ઓપરેટરો આના પર આધાર રાખે છે:
- નિવારક જાળવણી, જેમાં નિષ્ફળતા થાય તે પહેલાં સુનિશ્ચિત નિરીક્ષણો અને ભાગો બદલવાનો સમાવેશ થાય છે.
- આગાહીત્મક જાળવણી, સેન્સર અને દેખરેખ સાધનોનો ઉપયોગ કરીને અસામાન્ય પરિસ્થિતિઓને વહેલા શોધી કાઢવા અને સમયસર સમારકામનું આયોજન કરવું.
- અલ્ટ્રાસોનિક સેન્સર અને ટેલિમેટિક્સ જેવી અદ્યતન મોનિટરિંગ સિસ્ટમ્સ, ફીડ સ્તર અને સાધનોની સ્થિતિ પર રીઅલ-ટાઇમ ડેટા પ્રદાન કરે છે.
ઓપરેટરો ઘસારાની પ્રગતિને ટ્રેક કરવા અને જરૂર મુજબ કામગીરીને સમાયોજિત કરવા માટે આ વ્યૂહરચનાઓનો ઉપયોગ કરે છે. રીઅલ-ટાઇમ મોનિટરિંગ અને ઓટોમેશન સ્થિર સામગ્રી પ્રવાહ જાળવવા, ઘસારો ઘટાડવા અને ક્રશર કામગીરીમાં સુધારો કરવામાં મદદ કરે છે.
ટીપ: આધુનિક મોનિટરિંગ ટેકનોલોજી સાથે નિવારક અને આગાહીત્મક જાળવણીનું સંયોજન લાંબું આયુષ્ય અને ઓછા બિનઆયોજિત શટડાઉન તરફ દોરી જાય છે.
વિસ્તૃત આયુષ્ય માટે આગાહીત્મક અભિગમો
આધુનિક ઔદ્યોગિક કામગીરી જડબાના ક્રશર મશીનોને કાર્યક્ષમ રીતે કાર્યરત રાખવા માટે આગાહીત્મક જાળવણી પર આધાર રાખે છે. આગાહીત્મક અભિગમો ટેકનોલોજી અને નિયમિત દેખરેખનો ઉપયોગ કરે છે જેથી સમસ્યાઓ નુકસાન પહોંચાડે તે પહેલાં તેને શોધી શકાય. ઓપરેટરો આ સ્માર્ટ પ્રથાઓનું પાલન કરીને જડબાના ક્રશર ભાગોનું જીવન વધારી શકે છે:
- લુબ્રિકેટિંગ તેલના તાપમાન અને ફિલ્ટરની સ્થિતિનું નિરીક્ષણ કરવા માટે સેન્સર ઇન્સ્ટોલ કરો. ફેરફારોની વહેલી તપાસ સંભવિત સમસ્યાઓનો સંકેત આપે છે.
- વિગતવાર ચેકલિસ્ટનો ઉપયોગ કરીને દૈનિક, સાપ્તાહિક અને માસિક નિરીક્ષણોનું સમયપત્રક બનાવો. નિયમિત તપાસથી ઘસારો ગંભીર બને તે પહેલાં તેને પકડી શકાય છે.
- ZGMn13 જેવી વધુ મેંગેનીઝ સામગ્રી ધરાવતી જડબાની પ્લેટ પસંદ કરો. આ સામગ્રી કઠિન પરિસ્થિતિઓમાં લાંબા સમય સુધી ટકી રહે છે.
- બોલ્ટ અને નટ કડક કરો, અને દાંતના શિખરોને ખીણો સાથે મેચ કરો. યોગ્ય એસેમ્બલી અસમાન ઘસારો અને પ્રારંભિક ભાગ નિષ્ફળતાને અટકાવે છે.
- વાઇબ્રેશન રિડક્શન ડિવાઇસ ઉમેરો અને ફીડ રેટને નિયંત્રિત કરો. આ પગલાં ક્રશર પરનો તણાવ ઘટાડે છે અને ઘસારો ધીમો પાડે છે.
જે ઓપરેટરો આગાહીયુક્ત જાળવણીનો ઉપયોગ કરે છે તેઓ ઓછા અણધાર્યા ભંગાણ અને લાંબા આયુષ્યનો અનુભવ કરે છે.
વાસ્તવિક દુનિયાનો ડેટા આ વ્યૂહરચનાઓની અસર દર્શાવે છે. નીચે આપેલ કોષ્ટક આગાહીયુક્ત જાળવણીથી થયેલા મુખ્ય સુધારાઓને પ્રકાશિત કરે છે:
| પ્રદર્શન મેટ્રિક | સુધારણા આંકડા | અસર વર્ણન |
|---|---|---|
| ક્રશર ભાગોનું આયુષ્ય વિસ્તરણ | ૩૦% સુધી | ઉચ્ચ-ગુણવત્તાવાળી સામગ્રી અને આગાહીયુક્ત સંભાળ રિપ્લેસમેન્ટ ઘટાડે છે. |
| ડાઉનટાઇમ ઘટાડો | ૩૦% સુધી | સ્માર્ટ સેન્સર અને વહેલા નિદાનથી બિનઆયોજિત સ્ટોપ્સમાં ઘટાડો થાય છે. |
| જાળવણી ખર્ચમાં બચત | ૩૦% સુધી | જરૂરિયાતો આધારિત જાળવણી ખર્ચ ઘટાડે છે. |
| પહેરવાના ભાગોનું આયુષ્ય વિસ્તરણ (AI-સંચાલિત) | ૧૫-૨૦% | AI અને ઓટોમેશન ટકાઉપણું વધારે છે. |
| લાઇનર રિપ્લેસમેન્ટ ફ્રીક્વન્સી ઘટાડો | ૩૫% | આગાહીના સાધનોનો અર્થ લાઇનરમાં ઓછા ફેરફારો થાય છે. |
| વસ્ત્રોના ભાગનું આજીવન વધારો (ઓટોમેશન) | ૨ થી ૪ વખત | ઓટોમેટેડ ઑપ્ટિમાઇઝેશન આંશિક જીવનને મોટા પ્રમાણમાં લંબાવે છે. |
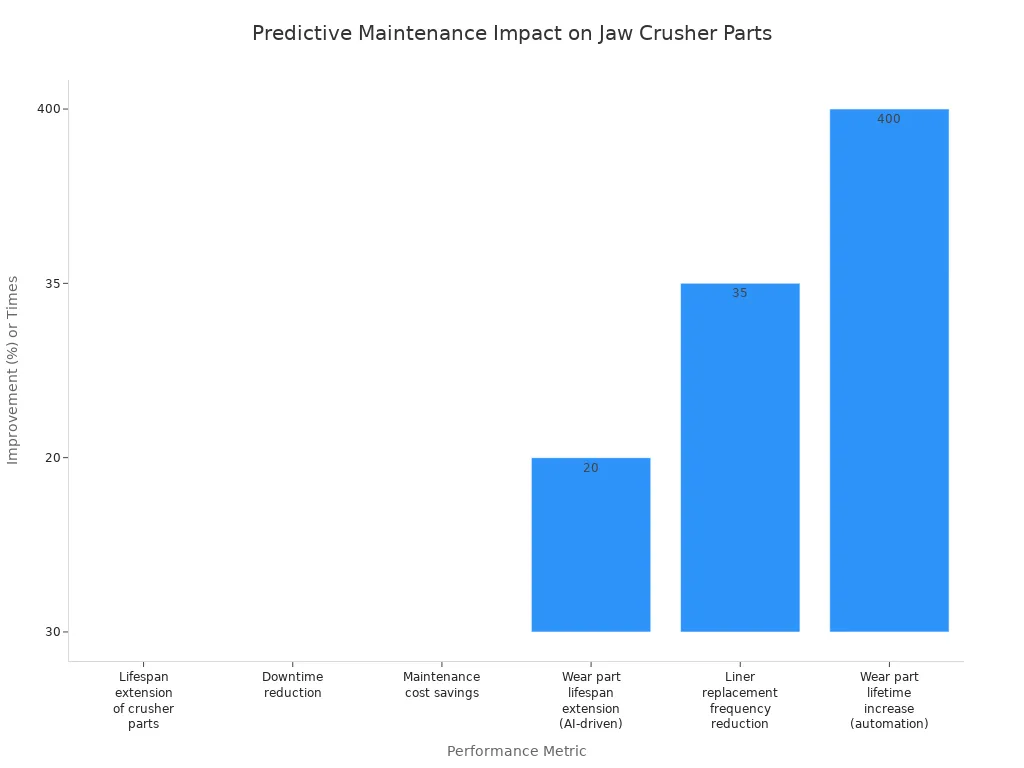
અગ્રણી કામગીરીમાં વપરાતી સ્માર્ટ ક્રશર કંટ્રોલ સિસ્ટમ્સે વસ્ત્રોના ભાગોના જીવનકાળમાં 15-20% વધારો કર્યો છે. ડાઉનટાઇમ ઇવેન્ટ્સમાં 40% ઘટાડો થયો છે, અને લાઇનર રિપ્લેસમેન્ટ ફ્રીક્વન્સીમાં 35% ઘટાડો થયો છે. તાપમાન, કંપન અને વસ્ત્રોને ટ્રેક કરતા સેન્સર્સ નિષ્ફળતા થાય તે પહેલાં ઓપરેટરોને કાર્ય કરવામાં મદદ કરે છે. પ્રતિક્રિયાશીલથી આગાહીત્મક જાળવણી તરફ આ પરિવર્તન મશીનોને લાંબા સમય સુધી ચાલતા રાખે છે અને પૈસા બચાવે છે. આગાહીત્મક અભિગમો ઓપરેટરોને તેમના જડબાના ક્રશર પ્રદર્શનમાં વધુ નિયંત્રણ અને વિશ્વાસ આપે છે.
જડબાના ક્રશર મશીનના પાર્ટ લાઇફને ઑપ્ટિમાઇઝ કરવા માટેની શ્રેષ્ઠ પદ્ધતિઓ
ફીડ લાક્ષણિકતાઓ સાથે જડબાની પ્લેટ સામગ્રીનું મેળ ખાવું
ક્રશર પાર્ટ લાઇફને મહત્તમ બનાવવા માટે યોગ્ય જડબાની પ્લેટ સામગ્રી અને ડિઝાઇન પસંદ કરવી જરૂરી છે. ઓપરેટરોએ:
- સામગ્રીના ઘર્ષણના આધારે જડબાના પ્લેટ એલોય પસંદ કરો. ચૂનાના પત્થર જેવા ઓછા ઘર્ષણવાળા પદાર્થો માટે M1 એલોય સારી રીતે કામ કરે છે. ગ્રેનાઈટ અથવા આયર્ન ઓર જેવા ઉચ્ચ ઘર્ષણવાળા પદાર્થો માટે M2, M7, M8 અથવા M9 જેવા પ્રીમિયમ એલોય વધુ સારા છે.
- દાંતના પેટર્નને ફીડ સાથે મેચ કરો. પહોળા દાંત (WT) પેકિંગને અટકાવીને ફીડને વધુ દંડમાં મદદ કરે છે. શાર્પ દાંત (ST) ફ્લેકી અથવા કોણીય ફીડને પકડે છે, જે લપસણો ઘટાડે છે. બરછટ લહેરિયું (CC), હેવી ડ્યુટી (HD), અથવા અલ્ટ્રા-થિક (UT) પ્લેટો ઘર્ષક ફીડનો સામનો કરે છે.
- ક્રશર મોડેલની ભલામણોને અનુસરો. ઉદાહરણ તરીકે, CJ615 ક્રશર ઘણીવાર ઘર્ષક ફીડ માટે M8 એલોય સાથે બરછટ લહેરિયું અથવા હેવી ડ્યુટી પ્લેટનો ઉપયોગ કરે છે.
- જડબાની પ્લેટોને તેમના જીવનચક્ર દરમિયાન ફેરવો જેથી ઘસારો સરખો થાય અને શ્રેષ્ઠ નિપ એંગલ જાળવી શકાય.
- ફીડ ગુણધર્મો સાથે મેળ ખાતી વખતે ક્રશર સેટિંગ્સ, જેમ કે બંધ બાજુ સેટિંગ અને નિપ એંગલને સમાયોજિત કરો.
ફીડ લાક્ષણિકતાઓ સાથે જડબાની પ્લેટની સામગ્રી અને ડિઝાઇનનું મેળ ખાવાથી કામગીરીને શ્રેષ્ઠ બનાવવામાં અને આંશિક આયુષ્ય વધારવામાં મદદ મળે છે.
નિયમિત નિરીક્ષણ અને સમયસર રિપ્લેસમેન્ટ
નિયમિત નિરીક્ષણ અને ઘસાઈ ગયેલા ભાગોને તાત્કાલિક બદલવાથી ક્રશર કાર્યક્ષમ રીતે ચાલે છે. ઓપરેટરોને આનો લાભ મળે છે:
- જડબાની પ્લેટ, બેરિંગ્સ અને અન્ય ઘટકોની નિયમિત તપાસ દ્વારા ઘસારો અને નુકસાનની વહેલી તપાસ.
- ઘસાઈ ગયેલા ભાગોને સમયસર બદલવાથી વધુ નુકસાન થતું અટકાવે છે અને ક્રશિંગ કાર્યક્ષમતા જાળવી રાખે છે.
- ગતિશીલ ભાગોનું યોગ્ય લુબ્રિકેશન, ઘર્ષણ ઘટાડવું અને મશીનનું આયુષ્ય વધારવું.
- મોનિટરિંગ સિસ્ટમ્સ જે ઓપરેટરોને સમસ્યાઓ પ્રત્યે ચેતવણી આપે છે, વહેલા જાળવણીને ટેકો આપે છે અને સમારકામ ખર્ચ ઘટાડે છે.
નિરીક્ષણો અને સમયસર ભાગો બદલવા સહિતનું સુસંગત જાળવણી સમયપત્રક, સાધનોનો સમય વધારે છે અને સંચાલન ખર્ચ ઘટાડે છે.
ઓપરેટર તાલીમ અને પ્રક્રિયા ઑપ્ટિમાઇઝેશન
સારી રીતે તાલીમ પામેલા ઓપરેટરો અને ઑપ્ટિમાઇઝ્ડ પ્રક્રિયાઓ ઘસારો ઘટાડવામાં મુખ્ય ભૂમિકા ભજવે છે. ઓપરેટરોએ:
- ક્ષમતા વધારવા અને ઘસારો ઘટાડવા માટે યોગ્ય ફીડ ગ્રેડેશનનો ઉપયોગ કરો અને ફીડ રેટને નિયંત્રિત કરો.
- ઘસારાને વળતર આપવા માટે શિમ્સ અને ટૉગલ લંબાઈનો ઉપયોગ કરીને ક્રશર સેટિંગ્સ, જેમ કે બંધ બાજુ સેટિંગ, સમાયોજિત કરો.
- યોગ્ય સેટિંગ્સની ખાતરી કરવા માટે જડબા વચ્ચેનું અંતર માપો.
- જ્યારે ક્રશર ખાલી હોય અને બંધ હોય ત્યારે જ ગોઠવણો કરો જેથી અકાળે ઘસારો ન થાય.
- સતત બેરિંગ લુબ્રિકેશન માટે ઓટોમેટિક લુબ્રિકેશન સિસ્ટમ્સ પર આધાર રાખો.
- ઘસારો ઓછો કરવા અને મશીનનું જીવન વધારવા માટે ખોરાક આપવાની તકનીકો અને જાળવણી પ્રક્રિયાઓ સમજો.
ઓપરેટર તાલીમ અને પ્રક્રિયા ઑપ્ટિમાઇઝેશન વિશ્વસનીય કામગીરી સુનિશ્ચિત કરે છે અને ક્રશર ભાગોનું આયુષ્ય મહત્તમ કરે છે.
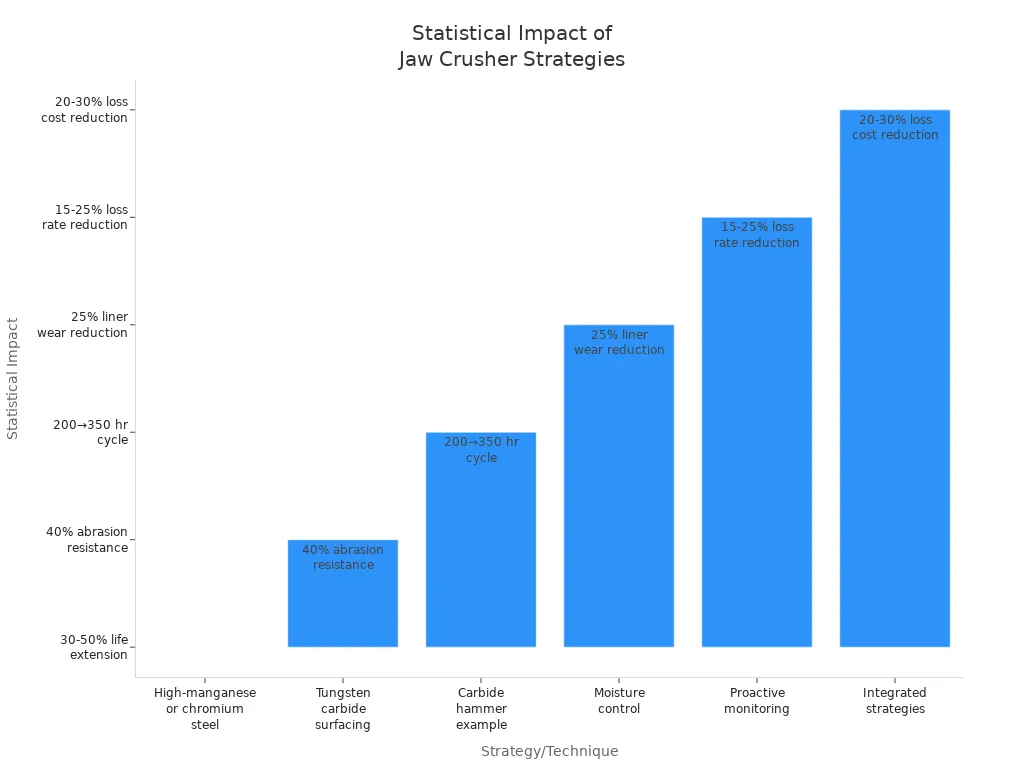
ફીડ મટિરિયલ ગુણધર્મો ઘસારાના દર અને સેવા જીવનને ચલાવે છેક્રશર ભાગોઔદ્યોગિક સેટિંગ્સમાં. જે ઓપરેટરો સક્રિય દેખરેખનો ઉપયોગ કરે છે, વસ્ત્રો-પ્રતિરોધક સામગ્રી પસંદ કરે છે અને કામગીરીને સમાયોજિત કરે છે તેઓ આંશિક જીવનકાળ 50% સુધી વધારી શકે છે અને જાળવણી ખર્ચ ઘટાડી શકે છે. ઉદ્યોગના માપદંડો દર્શાવે છે કે શ્રેષ્ઠ પ્રથાઓ ઓપરેશનલ ખર્ચમાં 10%-20% ઘટાડો કરે છે અને સાધનોના જીવનકાળમાં 15% વધારો કરે છે. આ સુધારાઓ ઉચ્ચ ઉત્પાદકતા અને રોકાણ પર મજબૂત વળતર તરફ દોરી જાય છે.
વારંવાર પૂછાતા પ્રશ્નો
કયા ફીડ મટિરિયલ ગુણધર્મને કારણે જડબાની પ્લેટ સૌથી ઝડપથી ઘસાઈ જાય છે?
કઠિનતા અને ઘર્ષણ સૌથી ઝડપી ઘસારો પેદા કરે છે. ગ્રેનાઈટ અથવા ક્વાર્ટઝવાળા ખનિજો જેવા કઠણ ખડકો જડબાની પ્લેટો સામે ઘસાઈ જાય છે. આ સામગ્રીની પ્રક્રિયા કરતી વખતે ઓપરેટરો વધુ વારંવાર રિપ્લેસમેન્ટ જોતા હોય છે.
ફીડ મટિરિયલમાં ભેજ જડબાના ક્રશરના ભાગોને કેવી રીતે અસર કરે છે?
ભેજને કારણે ક્રશરમાં ભરાવો થઈ શકે છે અને અસમાન ઘસારો થઈ શકે છે. ચીકણા પદાર્થો, ખાસ કરીને માટી સાથે, ક્રશરની અંદર જમા થાય છે. આ જમા થવાથી ભાગો પર ભાર વધે છે અને ઝડપથી ઘસારો થઈ શકે છે.
શું ઓપરેટરો ફીડના કદને સમાયોજિત કરીને ઘસારો ઘટાડી શકે છે?
હા. જે ઓપરેટરો ફીડના કદને નિયંત્રિત કરે છે અને મોટા ખડકો અથવા દંડ દૂર કરે છે તેઓ ઘસારાને સમાનરૂપે વિતરિત કરવામાં મદદ કરે છે. આ પ્રથા જડબાની પ્લેટનું જીવન લંબાવે છે અને ક્રશર કાર્યક્ષમતામાં સુધારો કરે છે.
ઘર્ષક ખોરાક માટે કયું જડબાની પ્લેટ સામગ્રી શ્રેષ્ઠ કામ કરે છે?
મેંગેનીઝ સ્ટીલઉચ્ચ ક્રોમિયમ અથવા TIC ઇન્સર્ટ્સ સાથે ઘર્ષક ઘસારો શ્રેષ્ઠ રીતે પ્રતિકાર કરે છે. આ સામગ્રી સખત અને ઘર્ષક પથ્થરોને હેન્ડલ કરે છે, જે લાંબી સેવા જીવન આપે છે.
ઓપરેટરોએ જડબાના ક્રશરના વસ્ત્રોના ભાગોનું કેટલી વાર નિરીક્ષણ કરવું જોઈએ?
ઓપરેટરોએપહેરવાના ભાગોનું નિરીક્ષણ કરોસાપ્તાહિક. નિયમિત તપાસ નુકસાનના પ્રારંભિક સંકેતો શોધવામાં મદદ કરે છે. સમયસર રિપ્લેસમેન્ટ અણધાર્યા ભંગાણને અટકાવે છે અને ક્રશરને સરળતાથી ચાલતું રાખે છે.

પોસ્ટ સમય: જુલાઈ-૧૭-૨૦૨૫